Существенным шагом вперед в развитии метода являлось включение процесса выверки в автоматизированные операции. На практике это означает, что необходимо всего лишь опустить сварочный робот на место сварки.
Затем сразу запускается автоматический процесс работы, который начинается с выверки рельсов по уровню. Вспомогательные захваты поднимают рельсы и укладывают их на упоры, с помощью которых сразу устанавливается необходимый тупой угол. Такое положение компенсирует различное поведение головки и подошвы рельса при охлаждении после сварки.
Универсальные зажимные колодки фиксируют оба рельса. Они выполнены таким образом, чтобы больше не требовалось удалять маркировку рельсов (маркировку прокатного цеха).
Поэтому время подготовки обоих свариваемых рельсов – очень короткое.
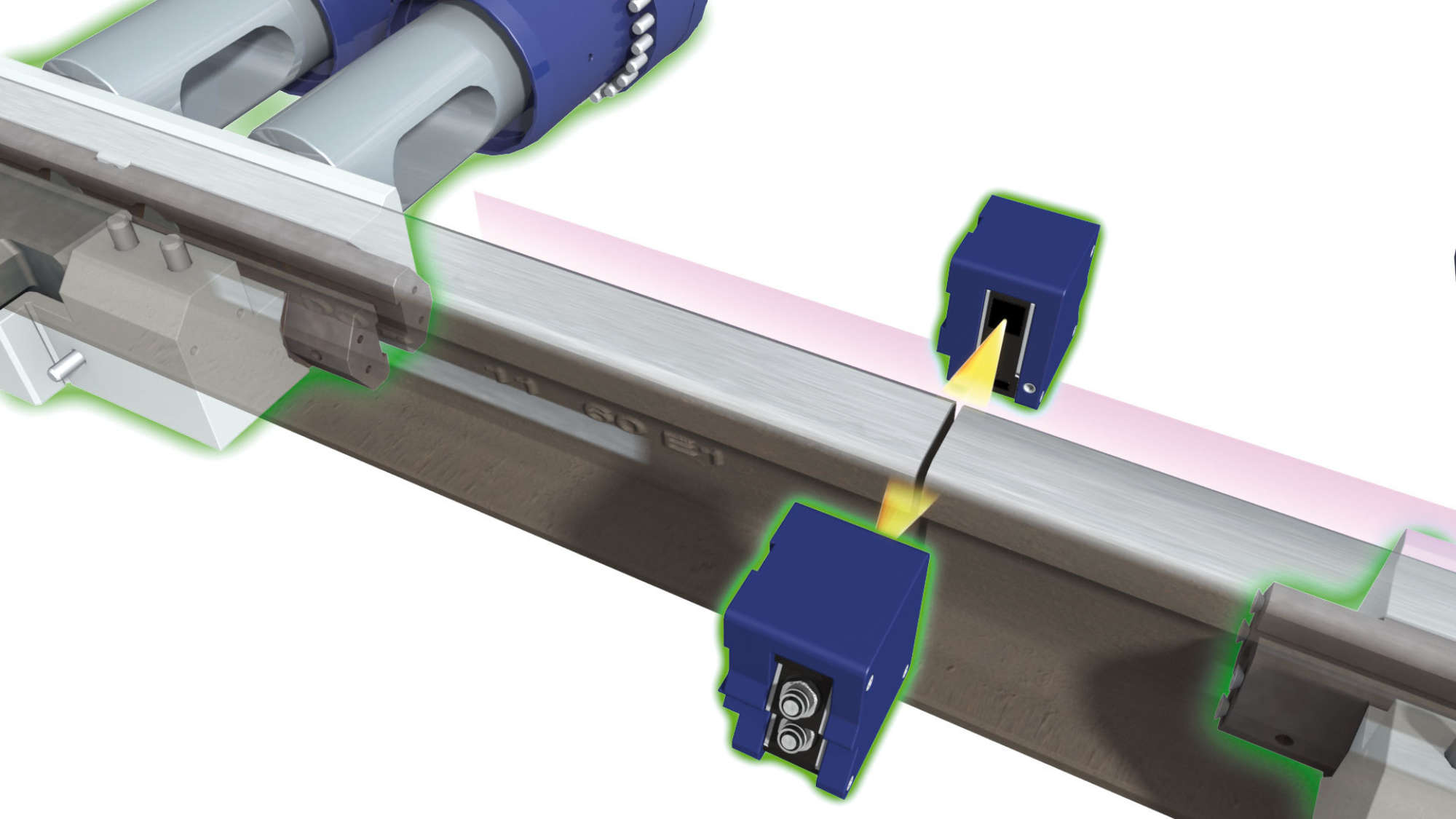
После выбора кромки рельсы правильно позиционируются в горизонтальном направлении при помощи четырех датчиков расстояния. Тем самым закончен процесс выверки.
Процесс сварки начинается с нестабильной фазы: в течение этой нестабильной фазы рельс нагревается до достижения температуры сварки. Затем следует стабильная фаза с непрерывной подачей энергии при равномерном выгорании. После этого – во время прогрессивной фазы – еще больше повышается подаваемая энергия, что приводит к выжиганию посторонних включений, включений воздуха и дефектов материала. По окончании прогрессивной фазы сразу производится осадочный удар и непосредственно после него снятие выдавленного наплыва.
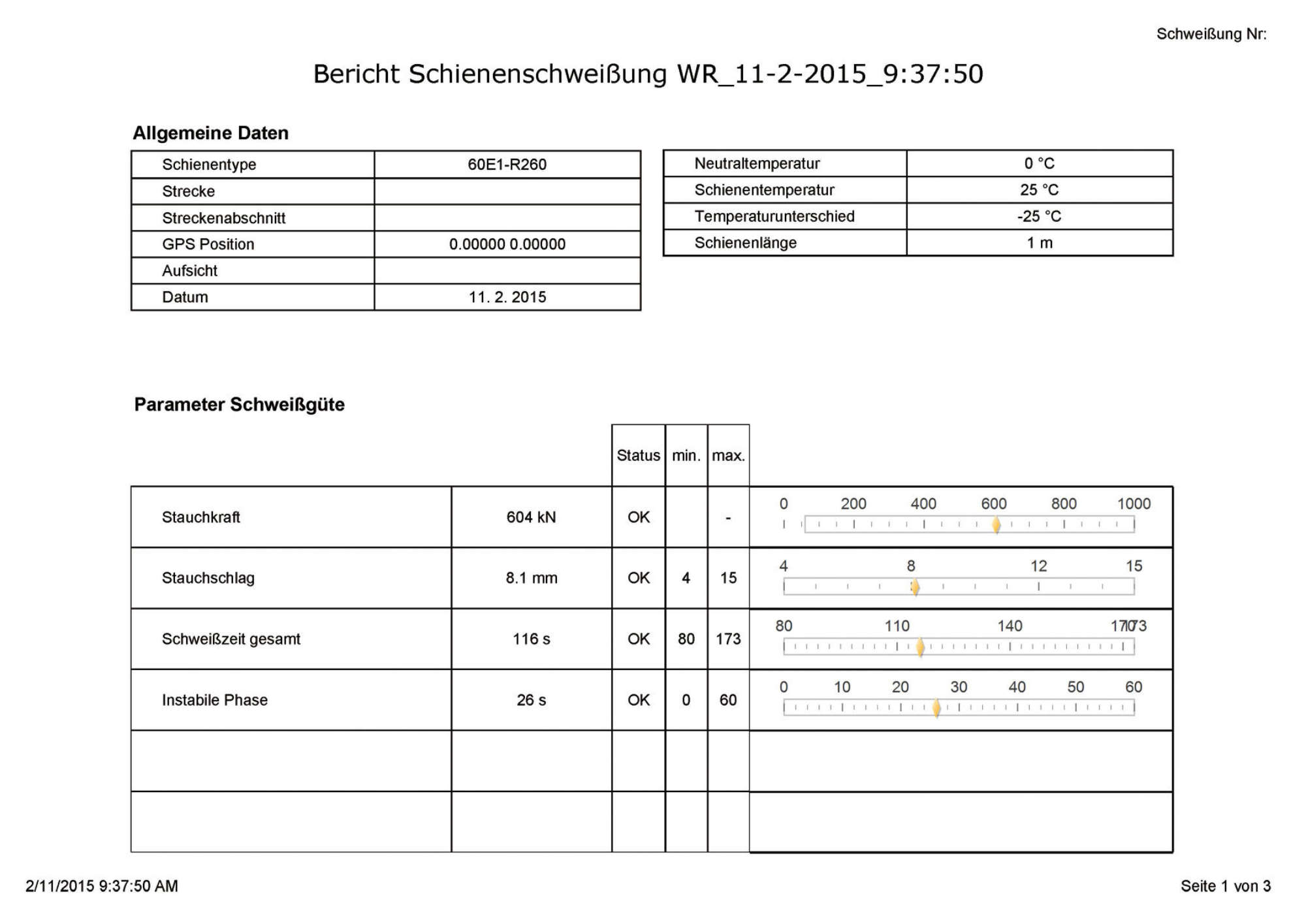
Теперь универсальные зажимные колодки открываются и сварочный робот поднимается. На основании непрерывно записываемых параметров процесса сварки программа автоматически составляет отчет о выполненной операции сварки.

Для управления используется система P-IC (Plasser & Theurer Intelligent Control). Данная система выполняет высокие требования, предъявляемые к аппаратному оборудованию (расширенные диапазоны тепло- и вибростойкости и т. п.) согласно EN 50155. Программное обеспечение было разработано программистами, сертифицированными согласно EN 50128.
Диаграммы сварки (сила тока, подача, соотношение сила-время) сохраняются в памяти компьютера.
Программа предусматривает составление схем сварки для различных типов рельсов. Эти схемы содержат все параметры автоматического выполнения процесса сварки рельсов соответствующего типа и могут быть открыты быстро и в любое время.