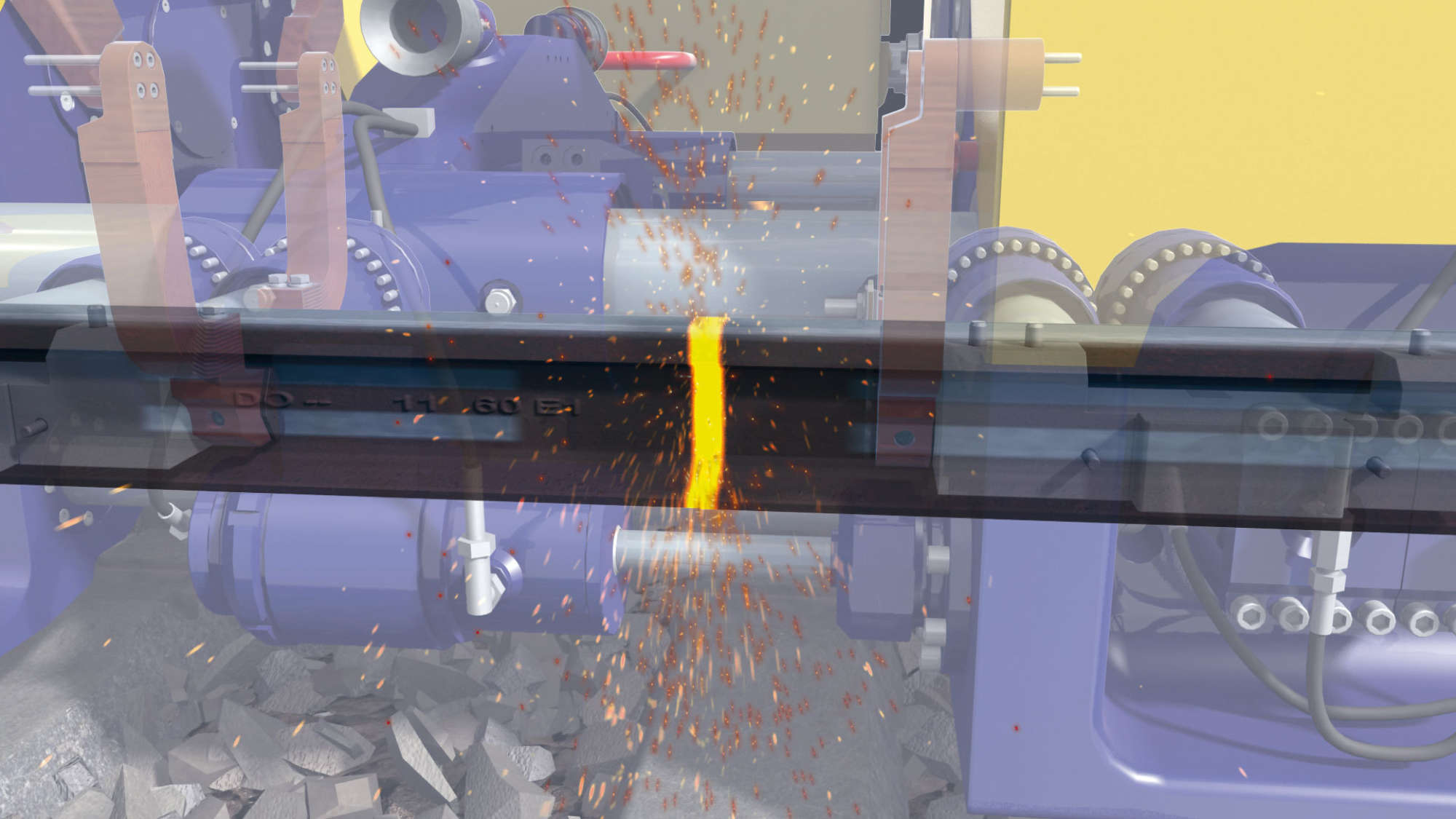
Принципиально процесс сварки представляет собой контролируемое электрическое короткое замыкание, при котором концы обоих рельсов выполняют функцию полюсов постоянного тока.
Высокая плотность электрического тока создает электрическую дугу между концами рельсов и под воздействием этой высокой энергии поверхности этих концов нагреваются до достижения точки плавления. Затем производится осадочный удар, вследствие которого концевые поверхности рельсов прижимаются друг к другу под высоким давлением и сплавляются. Непосредственно после осадочного удара удаляется наплыв. В результате получается высокоточный сварной шов, не содержащий инородного материала, с незначительной зоной, подвергаемой воздействию тепла, и с максимально постоянной характеристикой твердости и благоприятной структурой.