Plasser & Theurer entwickelte dafür mit der asynchronen Gleichdruckstopfung ein maschinelles Verfahren, dessen Ergebnisse in der Fachwelt als wegweisend und unübertroffen gelten. Heute können wir für alle Bettungszustände (hart, weich, verkrustet, unterschiedliche Bettungsmaterialien …) die passende Stopftechnologie bieten.
Welche Faktoren daneben auch noch für Prozesssicherheit sorgen, zeigen wir Ihnen auf den nächsten Seiten.
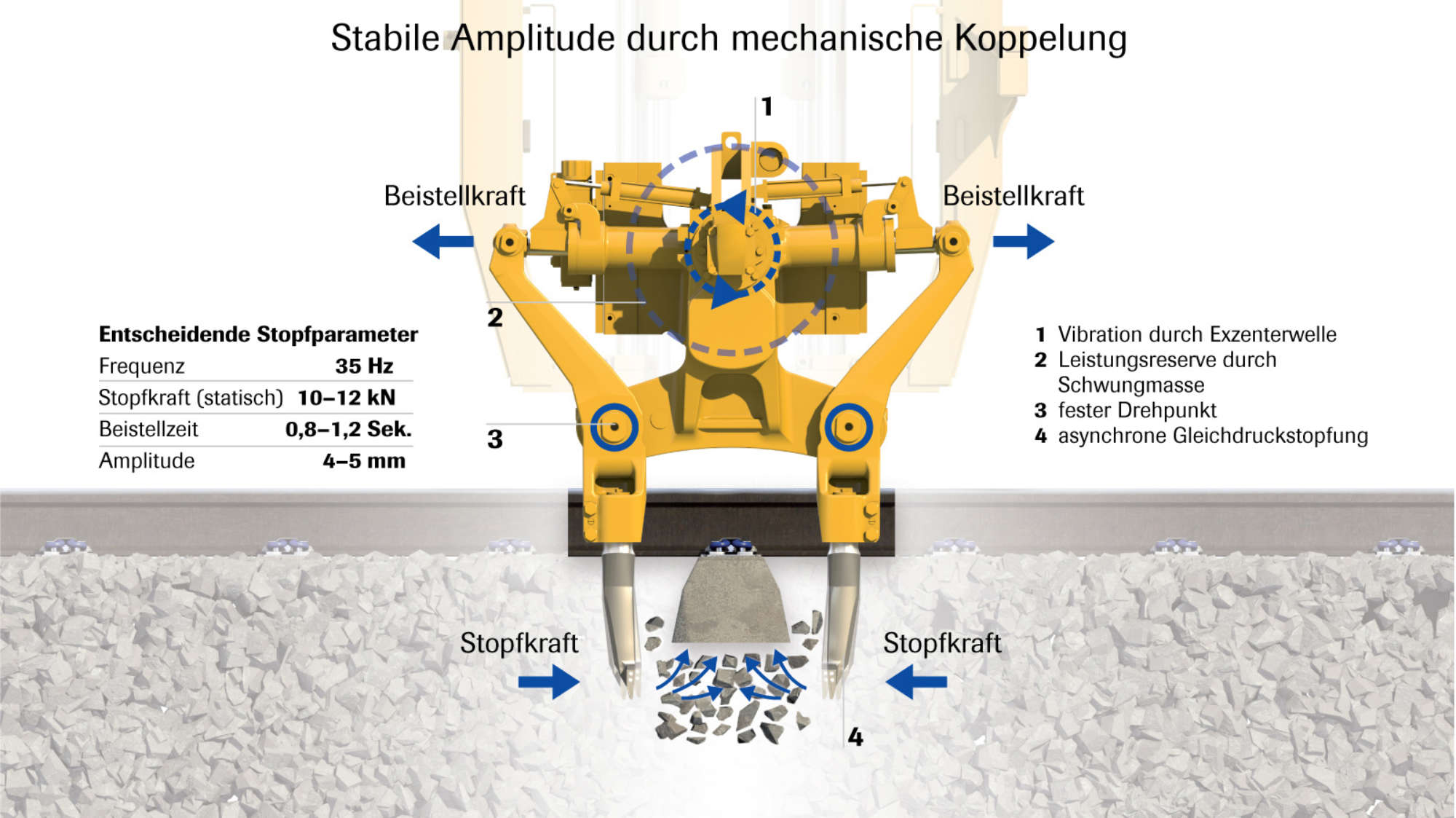
Dabei tauchen die Stopfpickel von oben in das Schotterbett ein und verdichten den Schotter mit einer Schließbewegung unter der Schwelle.
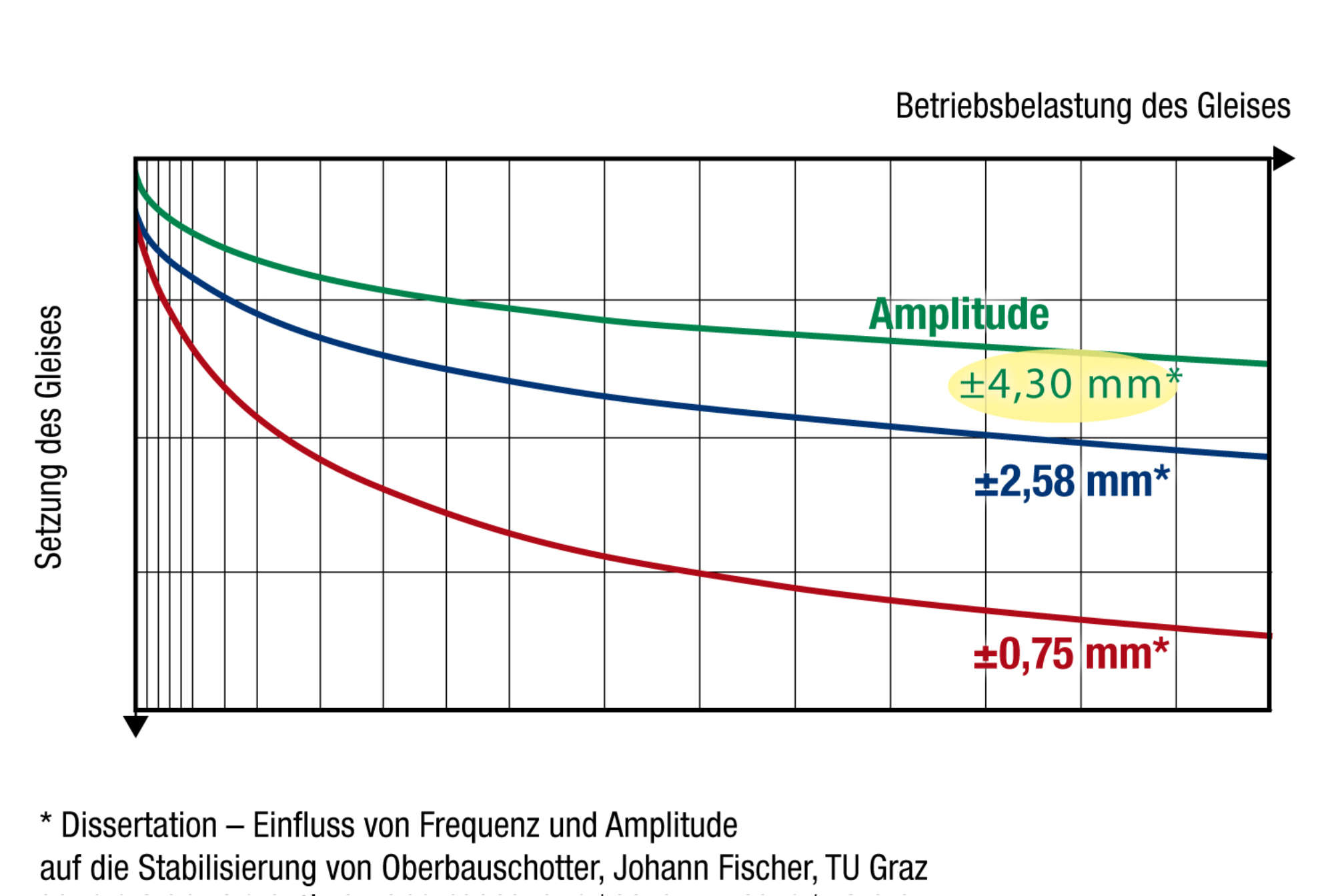
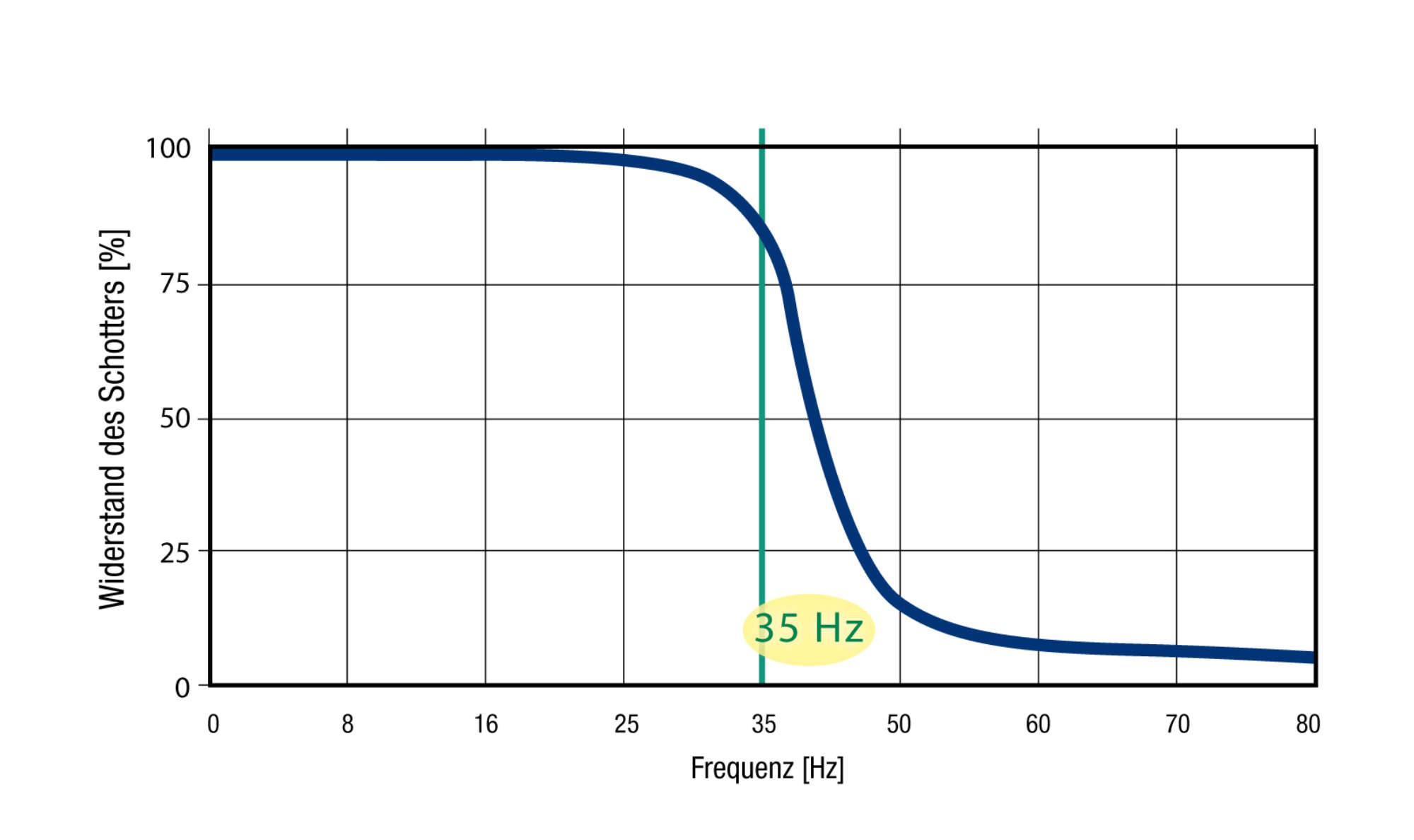
Drei Faktoren sind hier entscheidend: Erstens arbeiten alle Stopfpickel mit dem gleichen Druck, zweitens vibrieren die Stopfpickel mit der idealen Frequenz von exakt 35 Hz und drittens einer stabilen Amplitude von 4 bis 5 mm durch den soliden mechanischen Aufbau.
Diese Frequenz wurde gewählt, da in diesem Bereich eine Auftriebskraft und eine bleibende Hebung auftreten. Bei niedrigeren Frequenzen wird nicht ausreichend verdichtet. Bei höheren Frequenzen beginnt der Schotter zu fließen. Dann wird es schwierig, den fließenden Schotter unter die Schwelle zu dirigieren und somit die gewünschte Höhenlage herzustellen. Diese gerichtete, geradlinige Schwingung, kombiniert mit der asynchronen Pickelbewegung, schafft ein homogen verdichtetes Schotterbett.
Neben dem Druck und der Frequenz beeinflussen noch verschiedene andere Parameter die Qualität der Stopfung:
Zur Umlagerung des Korngerüstes (zum Verdichten) ist neben einer entsprechenden Kraft ein passender Kraftimpuls erforderlich. Ist die Impulsdauer zu kurz, geht die Verdichtwirkung trotz größerer Schlagkräfte zurück. Langjährige Erfahrung und Untersuchungen ergaben optimale Verdichtungszeiten von mindestens 0,8 Sekunden bis 1,2 Sekunden. Größere Verdichtungszeiten bringen keine weitere entscheidende Verbesserung. Eine stabile Vibrationsamplitude von 4 bis 5 mm ist ebenso eine Voraussetzung für das nachhaltige Verdichten des Schotters.
Der Beistellweg hängt von den Schotterverhältnissen (verkrustet, vorverdichtet) und der Eintauchposition ab. Übliche Beistellwege liegen bei 120 mm.
Die Stopftiefe hat für eine hochwertige Verdichtung des Schotters unter der Schwelle ausschlaggebende Bedeutung. Bei zu geringer Tiefe schlagen die Stopfpickel an den Schwellen an, bei zu großer Tiefe kommt es zu einer ungleichmäßigen und unvollständigen Verdichtung des Schwellenauflagers. (Siehe auch Die intelligente Stopfmaschine – Proportional-Stopftiefen-Steuerung.)
Eine weitere wichtige Voraussetzung für einen gleichförmigen Verdichtungsaufbau ist die Hebung des Gleises mit den Hebeaggregaten. Dadurch werden jene Freiräume unter den Schwellen geschaffen, in denen sich der Schotter zu einer neuen Verdichtungsstruktur formen lässt.
Die Drehzahlsteuerung des Vibrationsantriebs bietet eine Leistungssteigerung bei verhärteten Bettungen und eine Senkung der Instandhaltungskosten der Aggregate. Dabei wird die Drehzahl der Stopfaggregate moduliert. Eine niedrige Drehzahl senkt den Verschleiß im Leerlauf. Die Erhöhung der Drehzahl beim Eintauchen bringt noch höhere Leistung bei harten Bettungen und geringeren Verschleiß. Beim Verdichten des Schotters unter der Schwelle arbeiten wir mit der optimalen Drehzahl und damit mit der optimalen Frequenz von 35 Hz.
Durch den geringeren Verschleiß der Stopfaggregate ergibt sich auch ein geringerer Verschleiß der gesamten Maschine. Mehrjährige erfolgreiche Einsätze bei unterschiedlichsten Bedingungen in verschiedenen Ländern konnten den Erfolg dieser Technologie bestätigen.
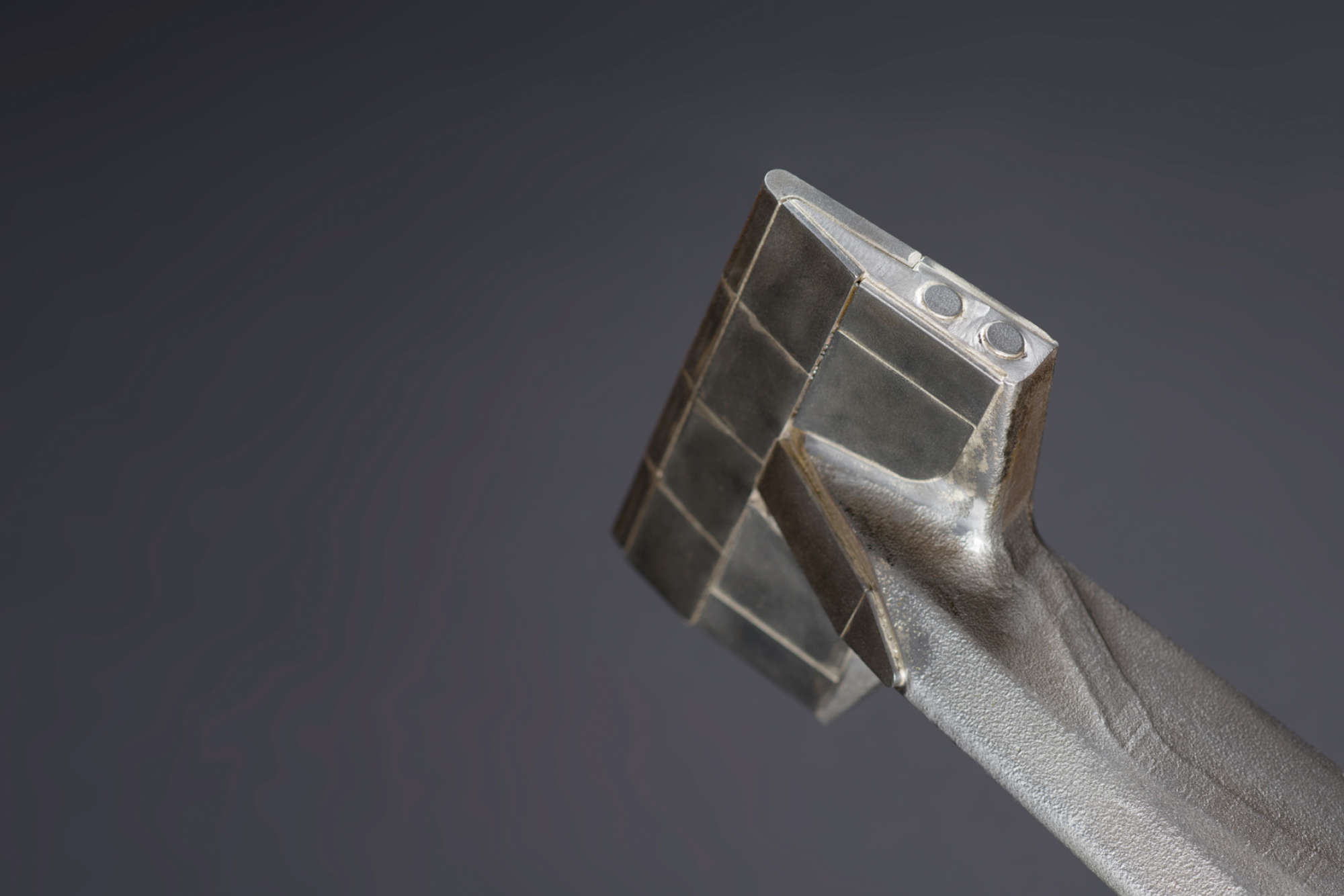
Die Stopfpickel selbst sind das Bindeglied zwischen Stopfaggregat und Schotter, das die Verdichtungsenergie überträgt. Ein einwandfreier Zustand der Stopfpickel ist daher für optimale Stopfergebnisse von großer Bedeutung. Abgenützte Stopfpickel sind nach einem maximalen Verschleiß von 20 % zu ersetzen.
Hochwertige Stopfpickel erlauben höhere Kilometerleistungen und verlängern die Tauschzyklen. In beiden Belangen setzten unsere Original-Stopfpickel den Maßstab. Ausschlaggebend dafür sind die Herstellung als geschmiedeter Monoblockbauteil und die Hartmetallpanzerung für alle Oberflächen, die mit dem Schotter in Berührung kommen. Die langlebigen Stopfpickel mit ihrer speziell optimierten Form weisen einen sehr geringen Verschleiß auf.
Durch die Verwendung der Drehzahlsteuerung der Stopfaggregate konnten wir eine deutliche Reduktion des Verschleißverhaltens feststellen. Dadurch können wir die Maschine noch wirtschaftlicher betreiben.
Monti GmbH, Deutschland
Johannes Max-Theurer, Geschäftsführer von Plasser & Theurer, zur Entwicklung der Stopftechnologie
Wir messen den Innovationen bei uns im Hause einen sehr hohen Stellenwert zu. Unsere Stopftechnologie ist dafür ein gutes Beispiel. Mechanische Komponenten, produziert mit höchster Präzision, aus den besten Rohmaterialien, ermöglichen konstante Stopfparameter und damit eine gleichförmige Arbeitsqualität. Der Einsatz der Hydraulik sorgt für eine präzise, asynchrone Gleichdruckstopfung.
Dieses Prinzip haben wir weiterentwickelt, es bewährt sich bei den unterschiedlichsten Schotterverhältnissen und Oberbauformen und ist weltweit sehr erfolgreich im Einsatz. Wir können für jedes Gleis und jede Weiche, jede Schwelle und jeden Schottertyp das passende Aggregat anbieten. Und wir arbeiten auch weiter daran, unser Stopfsystem zu verbessern: Wir lassen neue Forschungsergebnisse einfließen und entwickeln neue Aggregat- und Maschinenkonzepte. So steigern wir die Qualität und Wirtschaftlichkeit der Durcharbeitung und verlängern Wartungsintervalle. Unser erklärtes Ziel ist es, unseren Kunden zu helfen, kosteneffizienter zu arbeiten, flexibel zu agieren und das saubere Verkehrssystem Bahn zu stärken.
Bei der Druck-Vibrations-Stopfung wird eine Vibrationsbewegung der Stopfpickel mit konstanter Amplitude durch eine umlaufende Exzenterwelle erzeugt. Dadurch ist die Vibrationsamplitude unabhängig von der Steifigkeit des Schotters und in der Lage, allen Schotterbedingungen gerecht zu werden.

em. Univ.-Prof. Dipl.-Ing. Dr. Klaus Rießberger, ehem. Institut für Eisenbahnwesen und Verkehrswirtschaft, Technische Universität Graz