Un progrès essentiel est l’intégration de l’opération d’alignement des rails au sein du processus automatisé. Dans la pratique, cela signifie que le robot de soudage n’a qu’à être abaissé sur la zone de soudage.
Ensuite, le processus de travail automatisé est lancé, en commençant par le positionnement vertical des rails. Pour cela, les pinces auxiliaires relèvent les rails jusqu’aux butées verticales qui réalisent immédiatement le pointu souhaité. Ce dernier compense la différence de vitesse de refroidissement entre le champignon du rail et son pied lorsque la soudure est terminée.
Les mâchoires universelles maintiennent les deux rails. Celles-ci sont conçues de telle façon qu’il n’est plus nécessaire d’éliminer par meulage le marquage (laminage) du rail dans l’âme.
Le temps de préparation des deux rails à souder est ainsi très court.
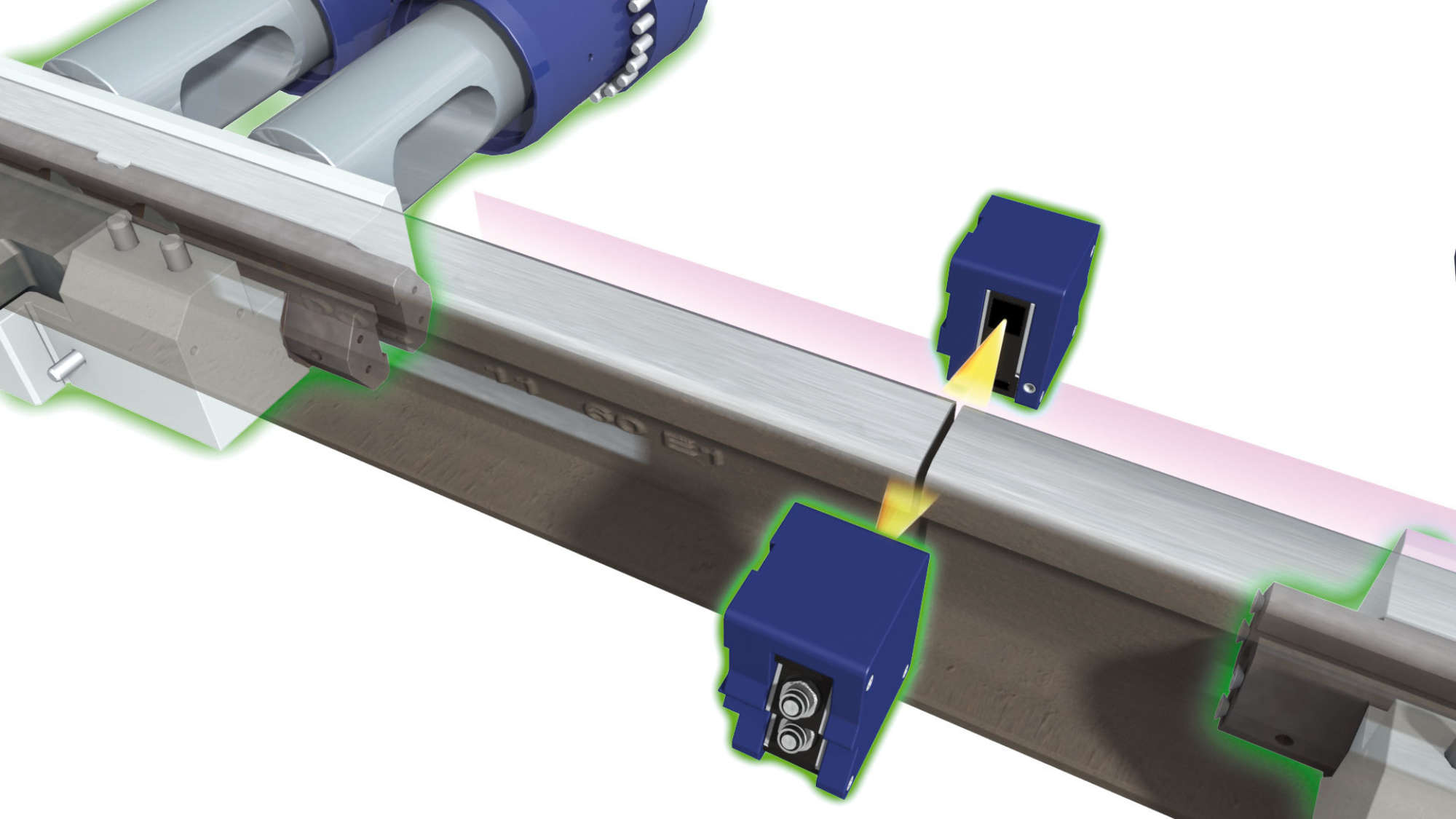
Après avoir choisi la surface de guidage de référence, quatre capteurs de distance réalisent l’alignement latéral précis des deux rails. L’opération de positionnement est ainsi terminée.
L’opération de soudage débute par la phase instable. Lors de cette opération, les rails sont portés à la température de soudage. Arrive ensuite la phase stable avec l’apport continu d’énergie au cours d’une combustion homogène. Lors de la phase progressive qui suit, l’apport énergétique augmente encore et les impuretés telles que les poches d’air et les défauts de matériaux sont brûlés. A la fin de la phase progressive, le forgeage est réalisé. L’ébavurage du bourrelet de la soudure est exécuté consécutivement à cette étape.
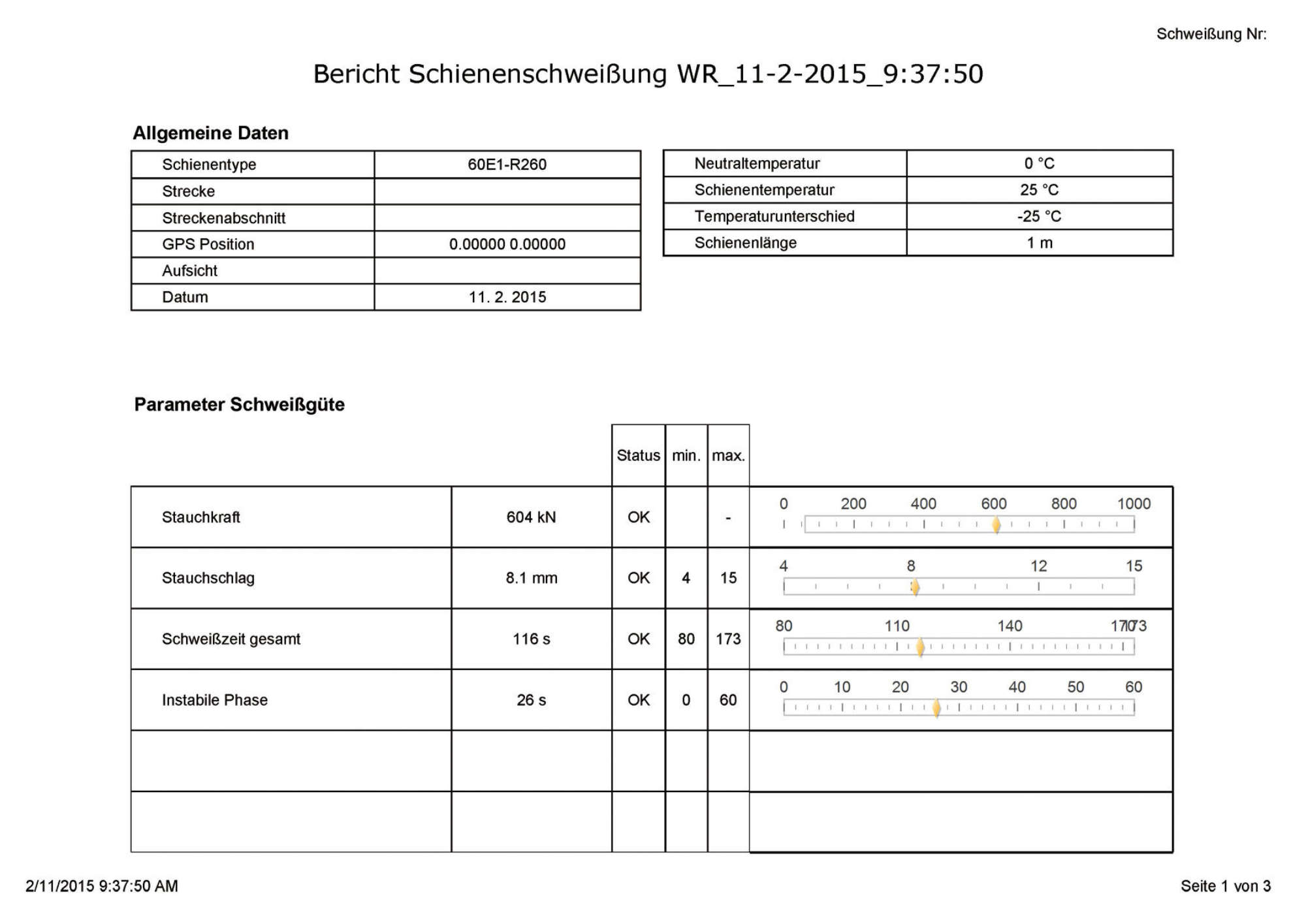
Les mâchoires universelles sont ensuite ouvertes et le robot de soudage peut être relevé. Le logiciel crée automatiquement un rapport de soudage à l’aide des paramètres relevés en continu lors de l’opération de soudage.

Pour le contrôle, le système de commande P-IC (Plasser & Theurer Intelligent Control) est utilisé. Celui-ci satisfait les exigences élevées (fourchette élargie de température et de stabilité contre les vibrations, etc.) de la norme EN 50155. Le logiciel a été conçu par des programmeurs certifiés selon la norme EN 50128. Les diagrammes de soudage (intensité du courant, force et déplacement des rails en fonction du temps) sont enregistrés.
Le logiciel permet la mise en place de programmes de soudage pour différents types de rails. Ces recettes comprennent tous les paramètres de soudage automatique du type de rail correspondant et peuvent être utilisées rapidement à tout moment.