For this purpose, Plasser & Theurer developed the non-synchronous uniform pressure tamping technique. Experts regard this mechanised technique as ground-breaking and unequalled in quality. Today, we are able to offer the right technology for all ballast conditions (hard, soft, encrusted, different ballast bed materials, etc.)
On the following pages, we will inform you on how to assure process reliability.
The tamping tines penetrate the ballast bed from above to compact the ballast underneath the sleeper with a squeezing movement.
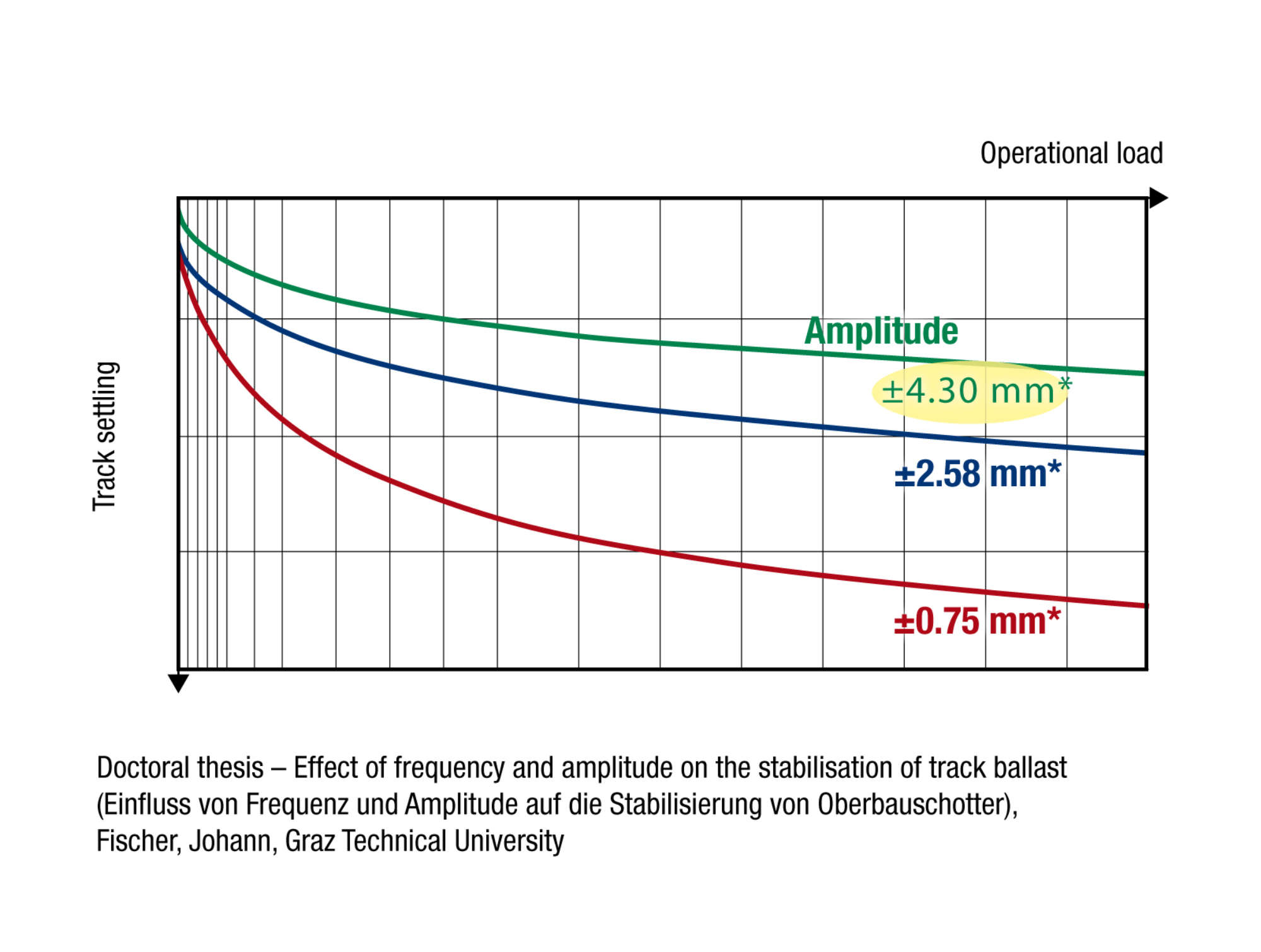
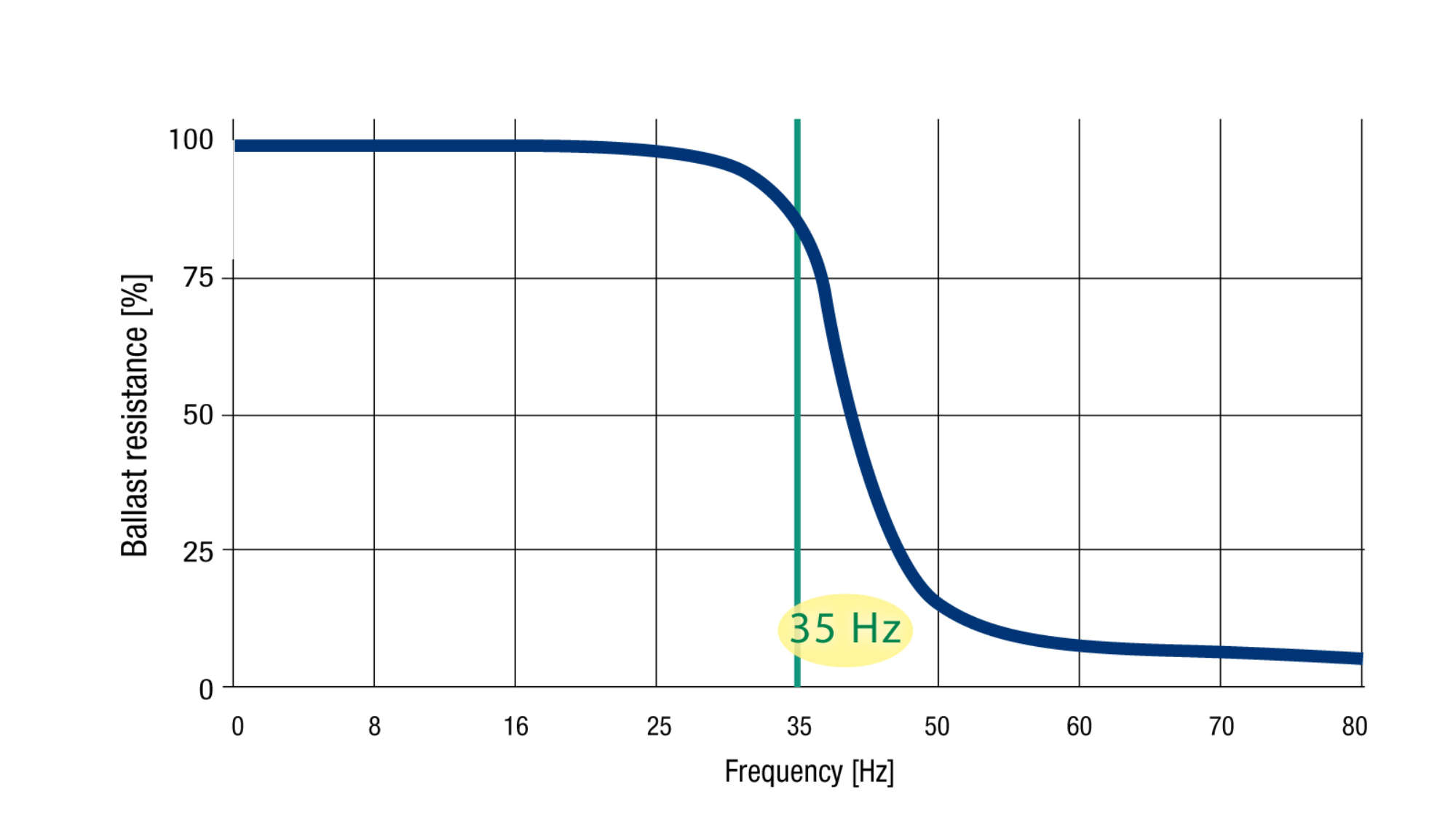
Three parameters are decisive here: Firstly, all tamping tines work with the same pressure. Secondly, the tamping tines vibrate with the ideal frequency of exactly 35 Hz. Thirdly, the sturdy mechanical design enables a stable amplitude of 4 to 5 mm.
We have chosen this frequency as it produces an upward force and leads to a lasting lift. At lower frequencies, the ballast is not consolidated sufficiently. Higher frequencies cause it to flow. In this case, it is difficult to bring the flowing ballast underneath the sleeper to create the required longitudinal level. This directional, linear vibration combined with the non-synchronous tine movement produces a homogeneously compacted ballast bed.
In addition to pressure and frequency, various other parameters influence the tamping quality:
To re-arrange the granular structure (for consolidation) not only the right force, but also the right force impulse is required. If the duration of this impulse is too short, the consolidating effect will decrease even if the impact force is higher.
Both long years of experience and studies have shown that the optimum consolidation time ranges from at least 0.8 seconds to 1.2 seconds. Longer consolidation times achieve no decisive further improvement. Sustainable ballast consolidation, however, also requires a stable vibration amplitude of 4 to 5 mm.
The squeeze path depends on the ballast conditions (encrusted, well-packed) and the penetration position. Usually the squeeze path is around 120 mm.
The tamping depth is of crucial importance to achieve high-quality compaction of the ballast under the sleeper. If the depth is insufficient, the tamping tines strike the sleepers. If it is too large, the sleeper bed is compacted unevenly and incompletely. (See also page 26 – proportional tamping depth control)
Lifting the track with the lifting units is a further important requirement to achieve a uniformly consolidated track bed. It creates the space required under the sleepers to re-arrange the ballast in order to form a new consolidation structure.
The rotation speed modulation of the tamping units’ vibration drive increases the output in hardened ballast beds and reduces the maintenance costs for the units. Reducing the rotation speed in idle mode reduces wear. Increasing the rotation speed during penetration leads to an even higher work output in hard ballast beds and lowers wear. When compacting the ballast underneath the sleeper, we use the ideal rotation speed and thus the optimal frequency of 35 Hz.
The reduced wear on the tamping units results in a lower wear of the entire machine. Several years of successful operations under the most varied conditions in different countries have proven the success of this technology.
The tamping tines transmit the consolidation energy. They are the link between the tamping unit and the ballast. To achieve optimum tamping results the tamping tines must be in perfect condition. Worn tamping tines must be replaced once the level of wear has reached a maximum of 20 %.
High-quality tamping tines allow higher kilometre outputs and have to be replaced less often. In both cases, our original tamping tines have set the standard. Their design is crucial: produced as monobloc components forged in one piece and coated with a tungsten-carbide armour for all surfaces that come into contact with the ballast, the tamping tines have a high longevity. Their specially optimised shape makes them highly resistant to wear.
Thanks to the rotation speed modulation of the tamping units, a significant reduction of the wear behaviour could be achieved. This enables us to operate the machine even more cost-efficiently.
Johannes Max-Theurer, Chief Executive Officer of Plasser & Theurer, shares his view on the development of tamping technology
At Plasser & Theurer, innovations take a high priority. Our tamping technology reflects that. Made of the best raw materials and produced with utmost precision, the mechanical components allow consistent tamping parameters and, as a result, enable a uniform quality of work. Hydraulics ensure the precise, non-synchronous uniform-pressure tamping.
This principle has been further developed by us. It has proven its efficiency under varied ballast conditions and in different track structures and is being used successfully all over the world. We can offer the right tamping unit for any kind of track, turnout, sleeper and ballast.
And we continue to further improve our tamping system: We take advantage of new research findings and develop new concepts for both units and entire machines. This is how we increase the quality and cost-efficiency of track maintenance and extend the maintenance intervals. It is our clearly stated goal to help our customers work more cost-efficiently, act flexibly, and strengthen the clean railway system.
During pressure/vibration tamping, an eccentric shaft generates a vibrational motion of the tamping tines with constant amplitude. As a result, the vibration amplitude is independent of the rigidity of the ballast and meets the requirements of all ballast conditions.