Ein wesentlicher Fortschritt ist die Einbeziehung des Ausrichtvorganges der Schienen in den automatischen Arbeitsablauf. In der Praxis bedeutet das, dass der Schweißroboter nur mehr auf die Schweißstelle abgesenkt werden muss.
Dann startet der automatische Arbeitsprozess, beginnend mit der Höhenausrichtung der Schienen. Dazu heben die Hilfszangen die Schienen auf Kopfanschläge, welche sofort die gewünschte Überspitzung realisieren. Sie kompensiert das unterschiedliche Abkühlverhalten von Schienenkopf und Schienenfuß bei der fertigen Schweißung.
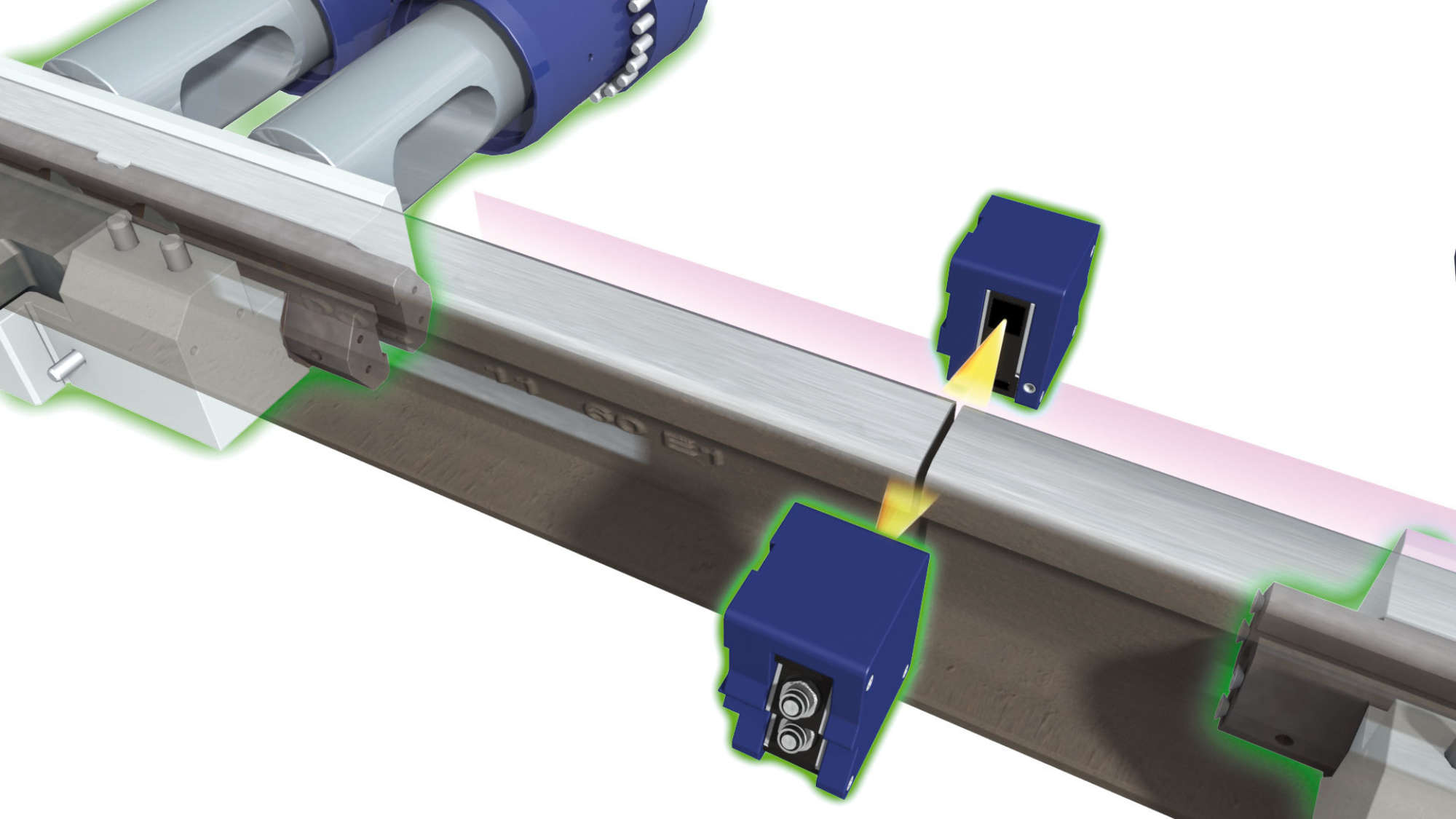
Die Universal-Klemmbacken fixieren die beiden Schienen. Diese sind so gestaltet, dass das Abschleifen von Schienenkennzeichen (Walzzeichen) am Schienensteg nicht mehr notwendig ist.
Damit ergeben sich sehr kurze Vorbereitungszeiten der beiden zu verschweißenden Schienen.
Nach der Wahl der Fahrkante erfolgt die präzise seitliche Ausfluchtung über vier Distanzgeber. Der Ausrichtvorgang ist damit abgeschlossen.
Der Schweißvorgang startet mit der instabilen Phase. Dabei wird die Schiene auf die Schweißtemperatur gebracht. Es folgt die stabile Phase mit kontinuierlichem Einbringen von Energie bei gleichmäßigem Abbrand. Danach werden während der progressiven Phase unter weiterer Erhöhung der Energiezufuhr Unreinheiten wie Lufteinschlüsse oder Materialfehler ausgebrannt. Nach Beenden der progressiven Phase wird sofort der Stauchschlag ausgeführt, unmittelbar danach erfolgt das Abscheren des ausgedrückten Schweißwulstes.
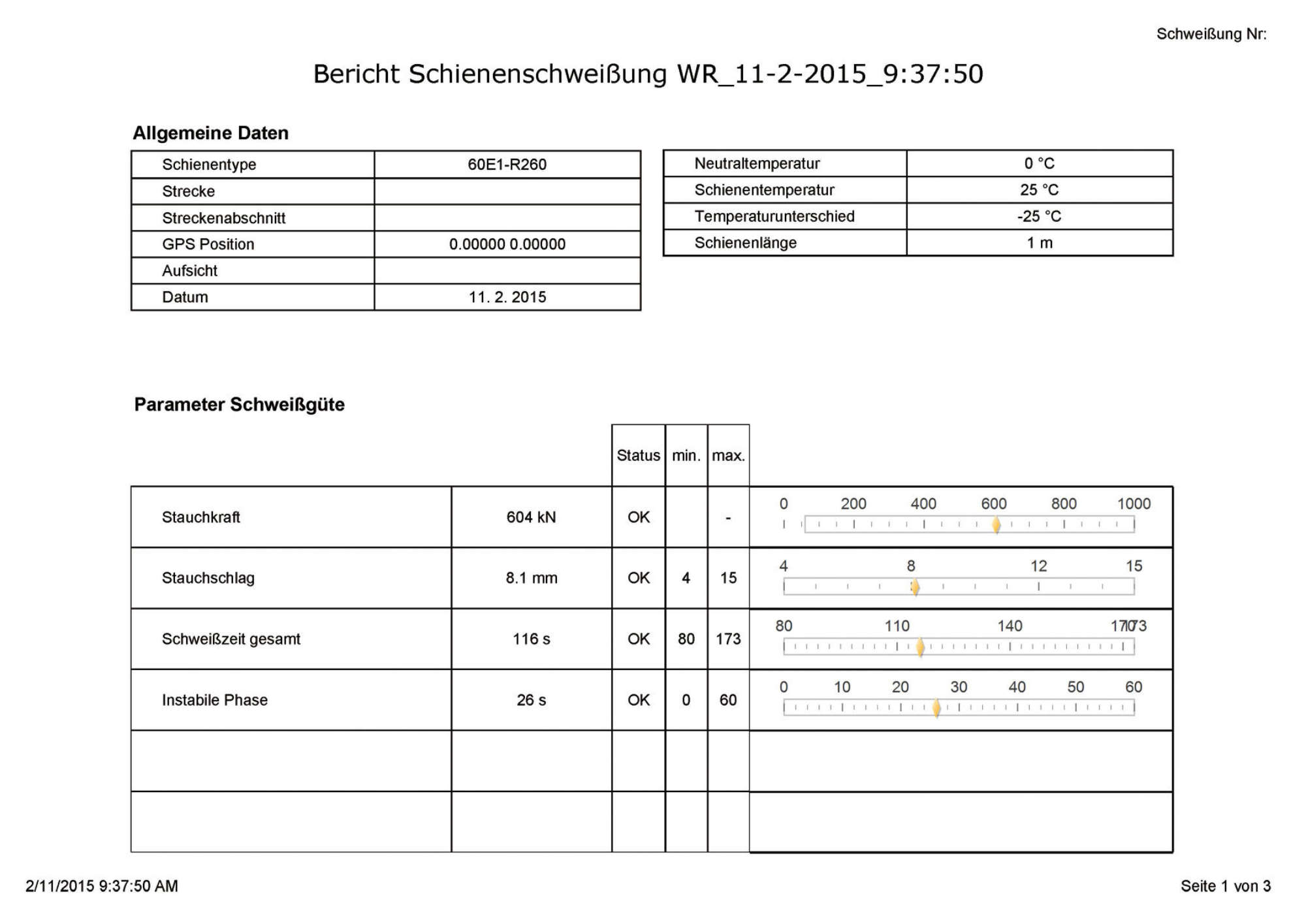
Danach werden die Universal-Klemmbacken geöffnet, und der Schweißroboter kann angehoben werden. Die Software erstellt, aus den während der Schweißung kontinuierlich aufgezeichneten Parametern, automatisch einen Schweißreport.

Zur Steuerung wird die P-IC-Steuerung (Plasser & Theurer Intelligent Control) eingesetzt. Diese erfüllt die hohen Hardwareanforderungen (erweiterter Temperatur- und Schwingungsfestigkeitsbereich etc.) nach EN 50155. Die Software wurde von EN 50128-zertifizierten Programmierern erstellt. Die Schweißdiagramme (Stromstärke, Vorschub und Kraft versus Zeit) werden gespeichert.
Die Software sieht die Erstellung von Schweißprogrammen für unterschiedliche Schienentypen vor. Diese Rezepte beinhalten sämtliche Parameter für die automatische Schweißung des entsprechenden Schienentyps und können jederzeit rasch abgerufen werden.