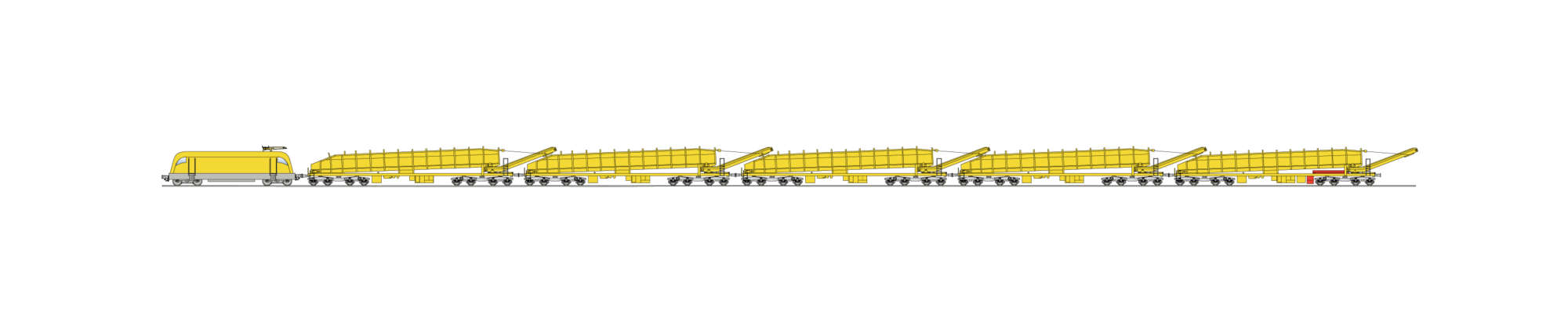
Material conveyor and hopper units are in standard railway vehicle design. The subassembly is manufactured in an extremely sturdy construction of shaped sections, rolled profiles and steel sheets assembled according to the most up-to-date welding techniques and production methods. On MFS units that are designed only for passing on material to the following units and for storage, the transfer conveyor belt is not in slewing design.
On MFS units that are also used for discharging to the side, the transfer conveyor belt is mounted in slewing design.
Drive engine, hydraulic system and ancillary units are positioned on the underside of the vehicle frame. On request, besides the standard lighting, worksite lighting for the side path can also be mounted which is powered by an additional generator unit to uphold the power supply when the main engine is switched off.
The operator’s stand is located at the transfer conveyor belt to guarantee a good view during loading and unloading processes. The operating controls are laid out clearly on a control unit.
A roof or a simple cab are available as optional equipment.

The core technology of the MFS unit is the conveyor technology. Large quantities have to be shifted without breakdowns. Starting-up from standstill must be possible without difficulty. Here you can rely on Plasser & Theurer, who have gained long years of experience in the development of such systems.

The many advantages of an MFS train are derived from the controlled interaction of the three possible work modes.
The material is always passed into the MFS units from the rear, either from a ballast cleaning machine or an excavation machine, from another MFS unit or from a loading station. The floor conveyor belt and the transfer conveyor belt are switched on and run continuously. The material is passed through the MFS units.
The storage process is accomplished by exact control of the floor conveyor belt: if the level of material reaches the top edge of the hopper wall when the floor conveyor belt is switched off, the floor conveyor belt moves forward gradually so that the hopper is loaded fully from the rear to the front. The floor conveyor belt is controlled either manually or using the automatic loading system. For this function, the transfer conveyor belt is switched off.
The slewed-out transfer conveyor belt runs continuously, the floor conveyor belt is moved forward gradually, corresponding to the transporting capacity of the transfer conveyor belt. This working principle ensures that the hopper is emptied completely.
When working in superelevation in track curves, this has to be compensated otherwise there will be one-sided loading of material in the following MFS units. Therefore, every MFS unit is equipped as standard with the automatic superelevation compensation. The system recognises any lateral tilt of the vehicle and turns the transfer conveyor belt according to the size of the superelevation, so that the material always falls into the middle of the floor conveyor belt of the following unit.
On all models, a tilt protection is incorporated in the front bogie. If the bogie is relieved on one side, the conveyor belts will switch off immediately and the transfer conveyor belt will be slewed back automatically.