Another advance in technology is the ability of the APT 1500 R to perform closure welds without an additional pulling device.
Several constructional features have made this possible. The most important are: The maximum pulling distance of 250 mm, which enables closure welds to be performed under a wide variety of conditions. The tractive force, which at 1500 kN is very generous. And finally, the trimming process: during closure welding, the rails must be held firmly until the weld is sufficiently cooled to withstand the pulling forces applied in the rail.
However, the trimming process must be carried out immediately after the upset stroke. That is why the position of the clamping jaws and trimming tools makes it possible to trim the weld immediately after the upset stroke without having to open the clamping jaws.
This fulfils an important requirement of the standard which states that the weld shall be in compression during removal of excess upset.
When performing closure welds below the defined neutral temperature, the rail must be stretched in longitudinal direction to compensate the change in length caused by the temperature. Preparatory work is required for uniform stretching of the rails. Rail fastenings must be loosened over a defined length of track.
The long rails supplied by the welding factory are welded together directly on the work site. During work, welds are left out at regular intervals, for example every 720 metres. These welds are performed at the end of the works as closure welds, producing the continuously welded track. During closure welding, the behaviour of the rails at different temperatures must be taken into account.
At low temperatures, tensile stresses occur in a continuous welded track because the rail material will contract due to its physical properties. At high temperatures, compressive stresses form because the rail is prevented from expanding. However, at a certain temperature the track is lying without stress. This is the so-called neutral temperature which is defined for the rail in each country (in accordance with the climatic conditions).
Closure welding is performed below neutral temperature. For the welding process, it is necessary to produce those force ratios in the rails that correspond to the neutral temperature. This is performed by preparing a gap between the rail ends, the size of which depends on the temperature-related difference in length between the neutral temperature and the current rail temperature. Before starting the welding process, this gap is closed by pulling the rails, thus adapting the forces in the rails to the current temperature conditions.
In addition, closure welds are used when single pieces of rail are replaced (e.g. repair of rail fractures).

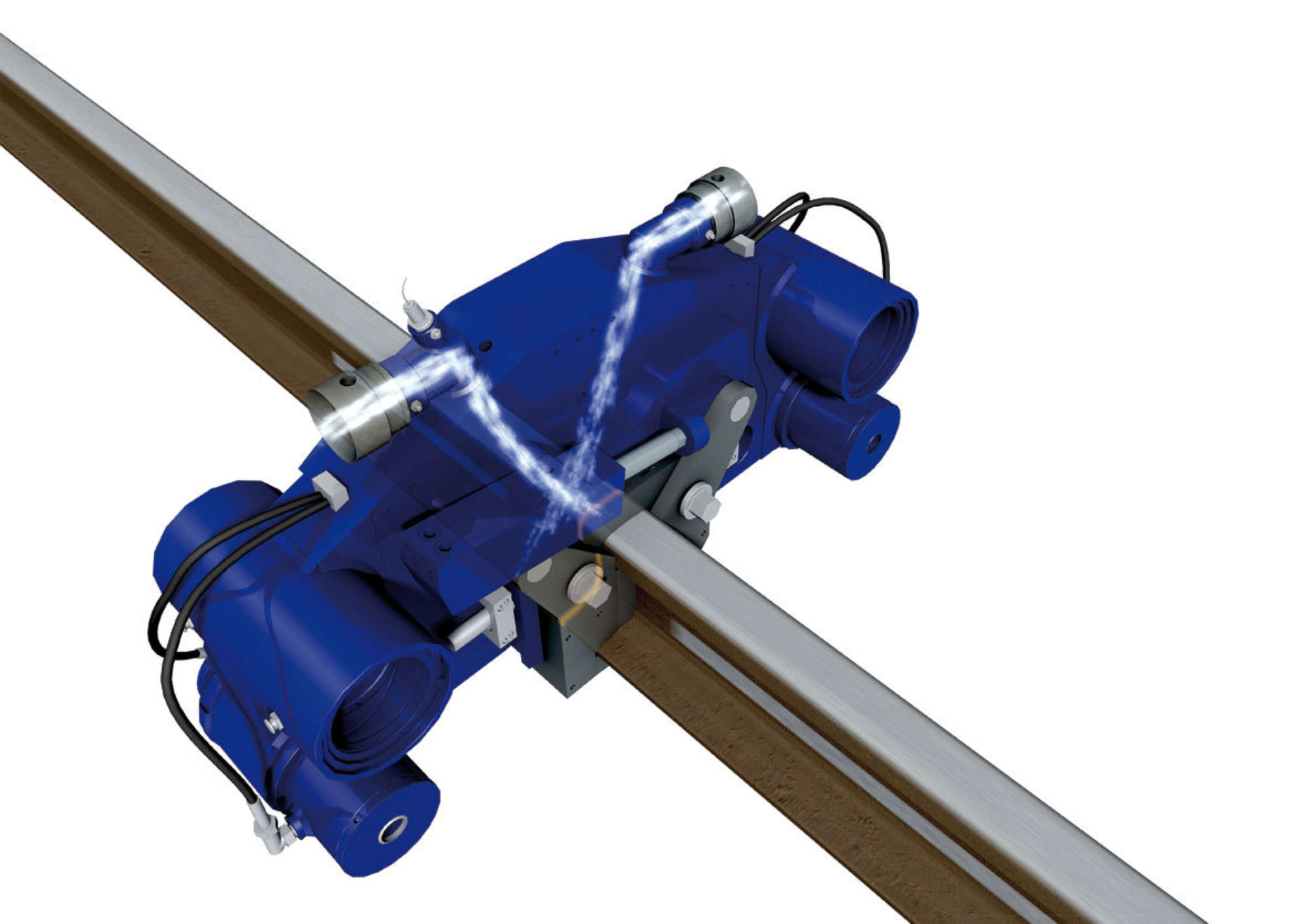
The welding robot incorporates an integrated non-contacting temperature measurement, so that high-alloy rails can be cooled-off after welding using an accurate time-temperature-conversion curve (with post-heating current pulses). This enables the desired fine crystalline structure of the rail material to form. By blowing compressed ambient air directly onto the rail head, the cooling process is accelerated on head-hardened rails.
The reconditioning of the welding current has been fully redesigned. Prior to the transformation and rectification in the welding robot, the welding current has a frequency of 1,000 Hz. As a result, it has a lower residual ripple after rectification which has a positive effect on the welding quality. This technology also enables far smaller transformers to be used.