An important advance is that the process of aligning the rails has been included in the automatic work sequence. In practical operation this means that the welding robot only has to be lowered onto the welding area.
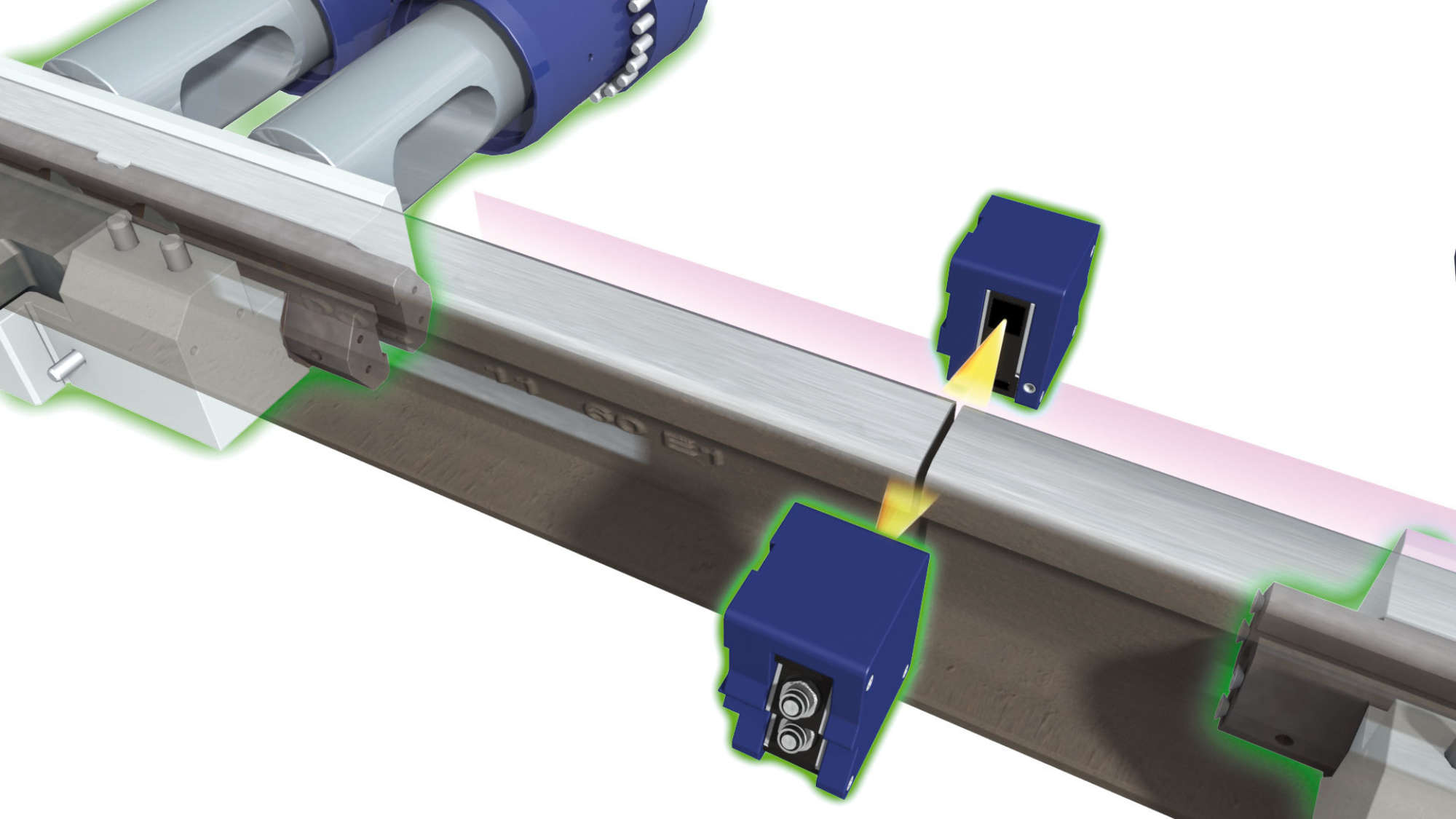
Then the automatic work process begins, starting with the height alignment of the rails. To do this, the auxiliary clamps raise the rails to the rail head stops which immediately achieve the required slight upward inclination. This compensates the differing cooling behaviour of the rail head and rail foot in the finished weld.
The universal clamping jaws hold both rails firm. Thanks to their design, it is no longer necessary to grind off the maker’s marks (rolling marks) on the rail web.
This reduces the time needed to prepare the two rail ends to be welded.
After selecting the running edge, there is an accurate lateral alignment using four distance transducers. The aligning process is now completed.
The welding process starts with the unstable phase, in which the rail is heated to the welding temperature. It is followed by the stable phase with a continuous input of current for a uniform burn-off. The next phase is the progressive phase. Now the current is further increased to burn out impurities such as air inclusions or material defects. Immediately after completion of the progressive phase, the upset stroke is performed and the excess upset is trimmed off.
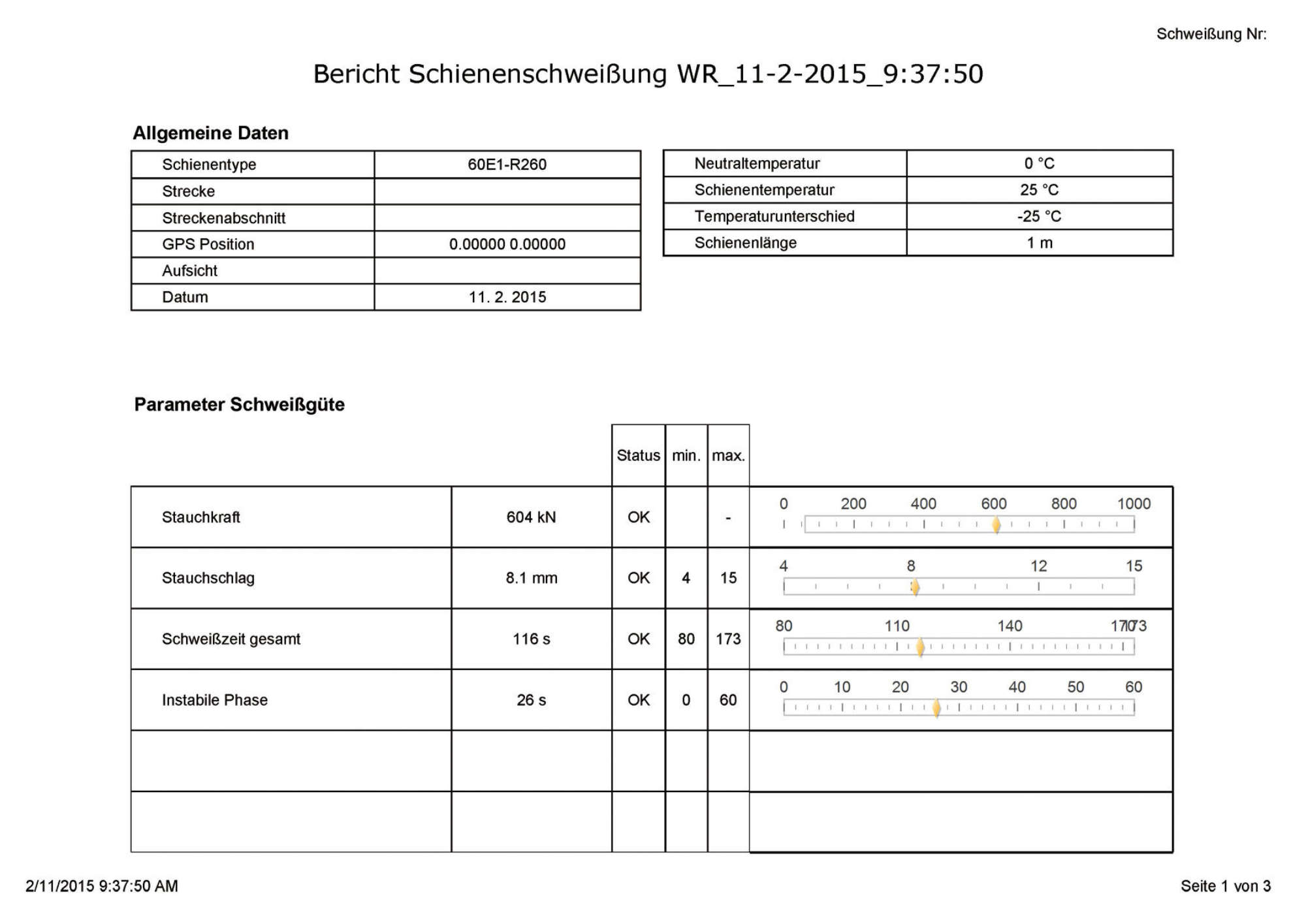
Then, the universal clamping jaws are opened and the welding robot can be raised. A welding report is compiled automatically by the software based on the parameters continually recorded during welding.

The P-IC Intelligent Control system by Plasser & Theurer is used to control the machine. It meets the high demands placed on the hardware (extended temperature range and oscillation resistance) in compliance with EN 50 155. The software was written by EN 50128-certified programmers. The welding graphs (current intensity, advancing speed and force versus time) are stored.
The software is able to compile welding programs for varying types of rails. These programs include all parameters for automatic welding of the respective type of rail and can be retrieved swiftly at any time.