
Ventaja técnica: tendido con la tensión mecánica nominal definitiva exigida para la explotación comercial del tramo.
Para garantizar la calidad de la transmisión de corriente entre los pantógrafos de los vehículos de tracción y el hilo de contacto según la norma europea EN 50119 para el sistema de catenaria elegido, el hilo de contacto en su estado final de montaje tiene que tener una tensión mecánica nominal predefinida. Con ello se consigue una elasticidad adecuada y constante del sistema de catenaria y se minimizan las ondulaciones verticales remanentes tras el proceso de tendido.
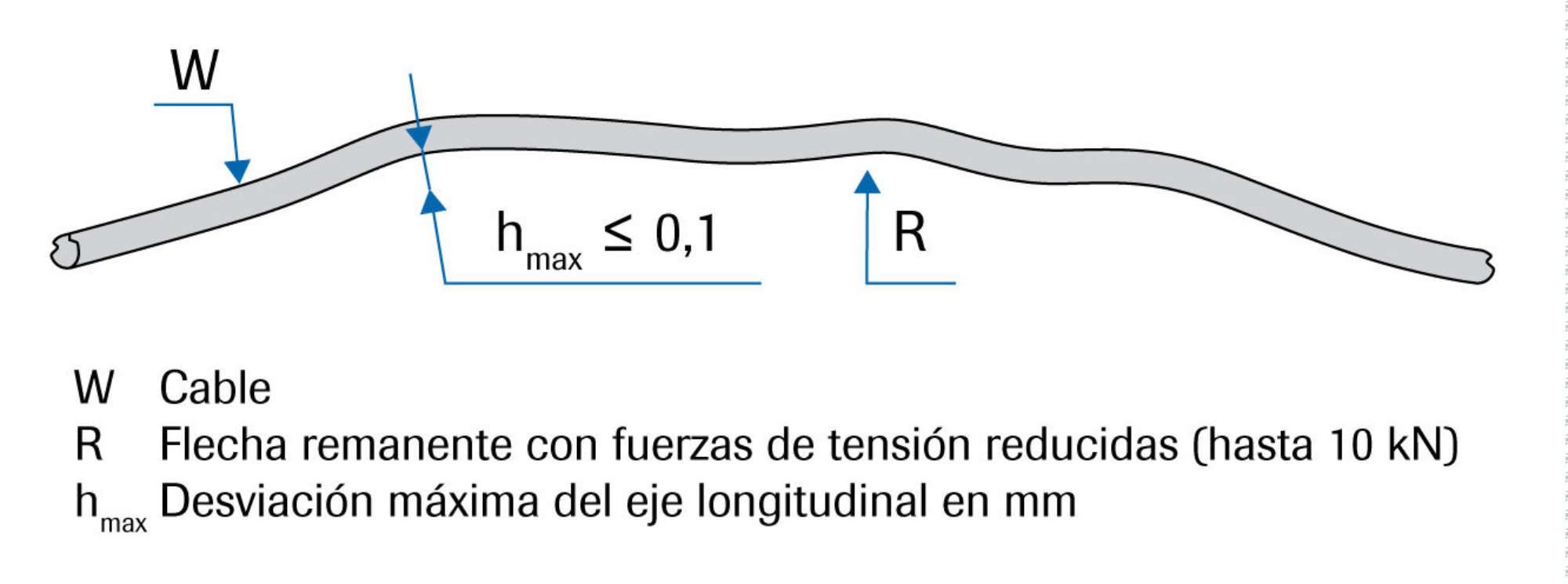
Además, las ondulaciones residuales del hilo de contacto (según EN 50149) deben evitarse o reducirse lo máximo posible mediante el proceso de montaje.

Las acreditadas máquinas para la construcción y renovación de catenaria de la serie FUM fueron desarrolladas especialmente para el tendido de hilo de contacto y cable sustentador. La ventaja tecnológica radica en el hecho de que el tendido se realiza ya con la tensión mecánica nominal requerida para la explotación comercial. Desaparece el post-tensado, necesario en otros métodos de tendido. Así puede ahorrarse la denominada “fase de acomodación” de al menos 140 horas de duración.
Esta máquina reúne varios procesos de trabajo: el tendido del cable sustentador y del hilo de contacto en zigzag con la tensión mecánica nominal definitiva. La tensión mecánica puede ajustarse por separado y sin escalonamientos, tanto para el cable sustentador como para el hilo de contacto, entre 8 y 28 kN.
Cuando se monta una catenaria con la FUM, el posicionamiento definitivo de las ménsulas, las péndolas y las conexiones eléctricas puede realizarse inmediatamente después. Sin embargo, en los procedimientos convencionales, con una tensión mecánica indefinida, el montaje final sólo puede realizarse después de la “fase de acomodación”.
Además, también se puede desmontar el hilo de contacto y el cable sustentador de una catenaria preexistente. La velocidad máxima para el bobinado o desbobinado es de aprox. 7 km/h.
Como complemento de la máquina de construcción y renovación de catenaria (FUM) habitualmente se emplea una dresina de inspección y montaje (MTW) para los trabajos de montaje.
Dos unidades de bobinas idénticas tienden tanto el hilo de contacto como el cable sustentador, sin necesidad de cambiar la configuración de la máquina.
Una unidad de bobinas se compone básicamente de un portabobinas con poleas de fricción, el sistema de tensado y el mástil telescópico hidráulico de posicionamiento vertical. El conjunto de la unidad de bobinas es orientable.
Esto hace posible el tendido del hilo de contacto y del cable sustentador sin revirados (p.ej. durante el tendido en zigzag). En la unidad de bobinas se aloja el bastidor portabobinas con desplazamiento lateral, lo que posibilita un desbobinado del hilo o cable siempre en línea recta.
Para la carga y descarga de las pesadas bobinas de cable se emplea una grúa montada sobre la máquina. Para facilitar el paso del hilo conductor y de los cables por las ruedas de la polea de fricción, el mástil telescópico de posicionamiento vertical cuenta con un torno de cable.
Las poleas de fricción garantizan una tensión mecánica constante en el hilo de contacto y los cables. Mediante la combinación de elementos hidráulicos, mecánicos y eléctricos pueden seleccionarse diferentes tensiones mecánicas para el cable sustentador y el hilo de contacto. La tensión seleccionada siempre se mantendrá constante, con independencia de que la máquina arranque, avance, pare o retroceda a cualquier velocidad.



