Un avance fundamental es la inclusión de la alineación de los carriles en la secuencia automática de trabajo. Esto implica en la práctica, que el robot únicamente tiene que ser posado sobre la zona a soldar.
La secuencia de trabajo totalmente automática comienza con la alineación vertical de los carriles. Para ello, las tenazas auxiliares levantan los carriles hasta alcanzar unos topes de altura, que alinean los extremos de los carriles en punta. Esta colocación en punta compensa los diferentes comportamientos de enfriamiento de la cabeza del carril y del patín una vez concluida la soldadura.
Las mordazas de apriete universales se encargan de fijar los dos carriles y están diseñadas de forma que ya no es necesario esmerilar las marcas de laminación del alma del carril.
Esto da como resultado tiempos de preparación muy cortos para los carriles a soldar.
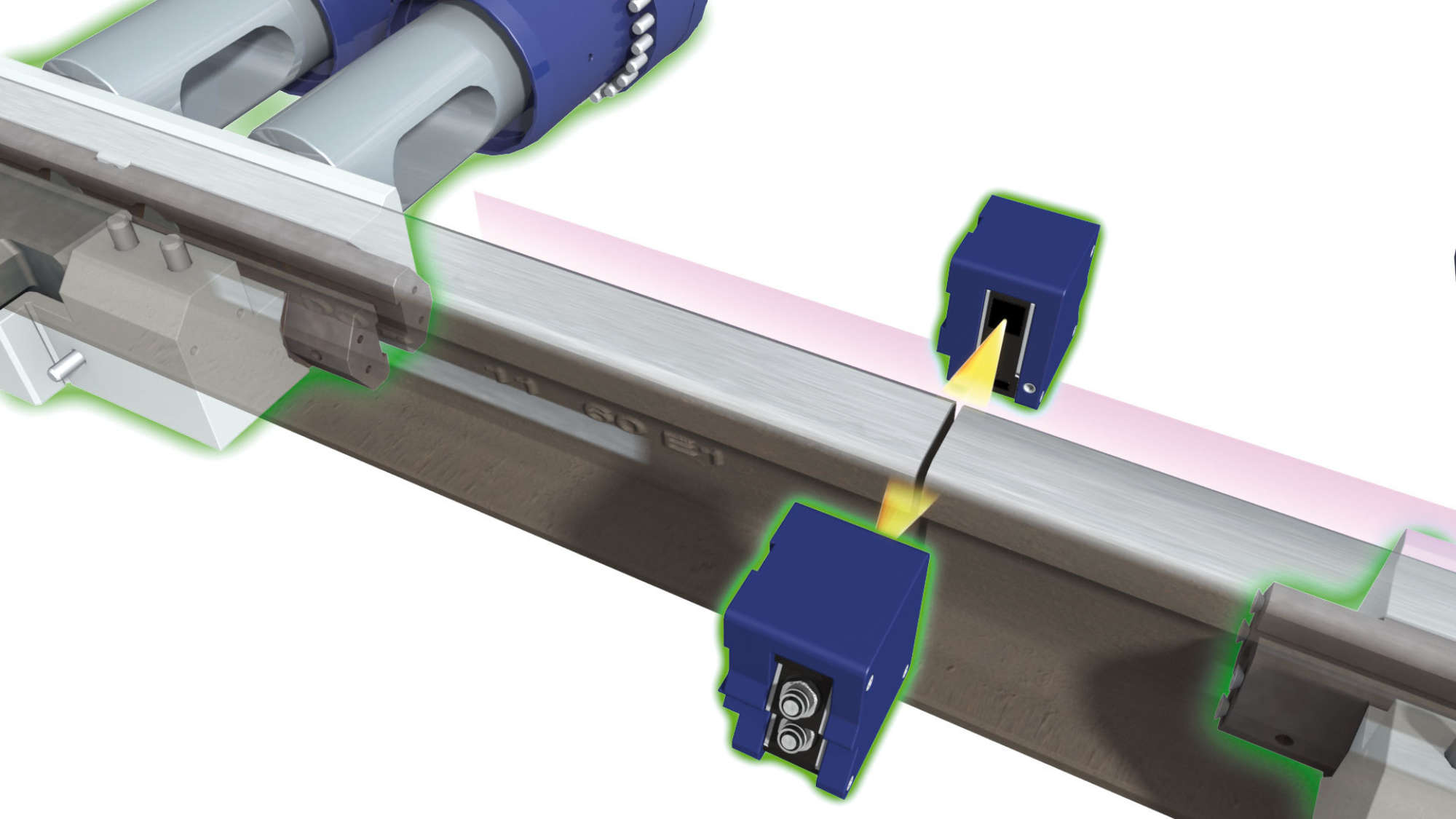
Tras seleccionar el canto de rodadura, la alineación horizontal se ejecuta con precisión con la ayuda de cuatro transmisores de distancia, finalizando, con ello, el proceso de alineación automática.

El proceso de soldadura comienza con la fase inestable, en la que el carril se calienta hasta la temperatura de fusión. Le sigue la fase estable, con un aporte constante de energía y una merma por combustión uniforme. Después, durante la fase progresiva y aumentando la energía aplicada, se queman las impurezas, como inclusiones de aire o defectos en el material. Tras finalizar la fase progresiva se realiza inmediatamente el recalque y, acto seguido, se procede al desbarbado del material expulsado.
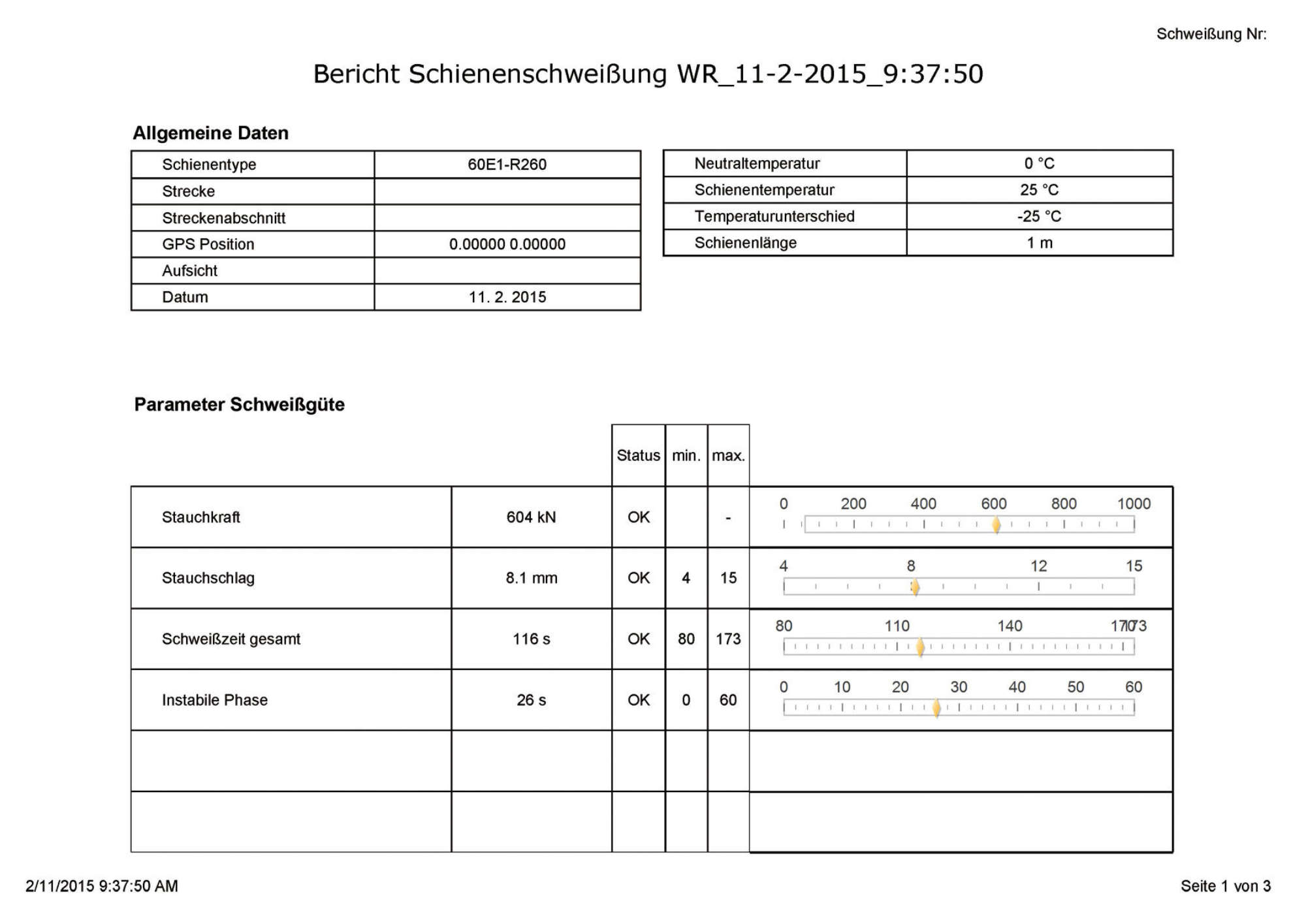
A continuación se abren las mordazas de sujeción universales y el robot de soldadura puede ser elevado. En base a los parámetros registrados continuamente durante el soldeo, el software genera automáticamente un informe.
El robot es controlado por el sistema de control P-IC (Plasser & Theurer Intelligent Control), que cumple las elevadas exigencias a equipos electrónicos (resistencia ampliada a temperaturas y vibraciones) establecidas en la norma EN 50155. El software ha sido elaborado por programadores certificados según EN 50128. Los diagramas de la soldadura (amperaje, desplazamiento y fuerza en función del tiempo) se almacenan.
El software de control-mando está diseñado para trabajar con programas de soldadura para diferentes tipos de carril. Estos programas contienen todos los parámetros para el soldeo totalmente automático de carriles del tipo correspondiente y pueden ser seleccionados en cualquier momento.