
The technical advantage is that wires and cables are installed with the final nominal tension required for operation.
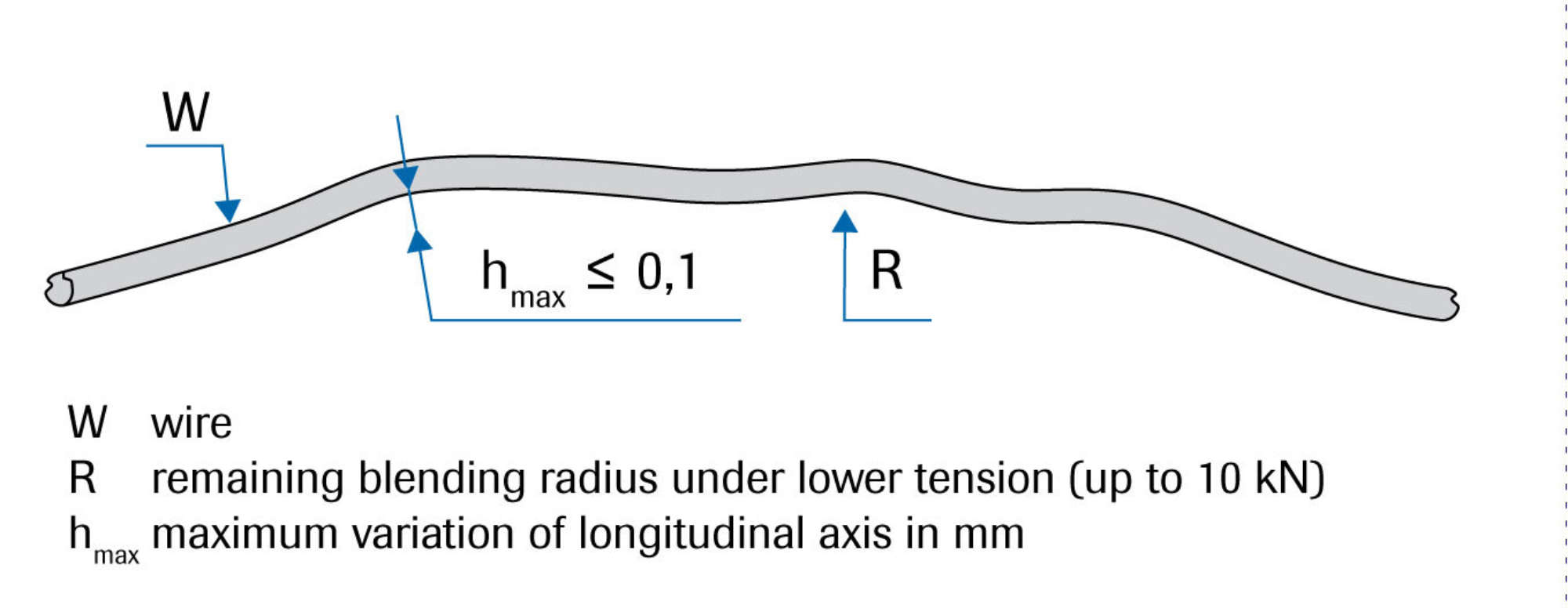
In order to ensure the quality of the current collection between the electric motor vehicles’ pantographs and the contact wire as per European standard EN 50119 for the selected overhead line system the contact wire must have a defined nominal tension when installed. This allows an appropriately uniform elasticity of the overhead line system to be reached and minimises the vertical ripple of the contact wire remaining after the installation process.
Moreover, as per EN 50149, the residual ripple of the contact wire must be avoided or reduced to a minimum during installation.

The well-proven catenary installation machines of the FUM series were especially developed to install contact wires and carrying cables. They offer a decisive technical advantage: Wires and cables are installed with the final nominal tension required for operation. This means that there is no need for later re-tensioning as in other installation methods. As a result, the so-called “stretching break” of at least 140 hours is not needed.
This machine combines several work processes: staggered installation of carrying cable and contact wire with final nominal tension. Tensions of the contact wire and carrying cable can be set separately and steplessly between 8 and 28 kN.
When using the FUM to install the overhead line, cantilevers, droppers and current collectors can be placed in their final position immediately. When using conventional installation methods with undefined tension, a “stretching break” must be taken before the final positioning.
Moreover, the machine enables contact wire and carrying cable to be dismantled in existing overhead lines. During winding and unwinding maximum speeds of 7 km/h can be reached.
Usually, a catenary work machine (MTW) is used for assembly works to complement the catenary installation machine (FUM).
Two separate, identical winch units can install both contact wire and carrying cable without changeovers.
A winch unit basically consists of a winch frame with the friction winches, the storage drum holding device, and the hydraulically height-adjustable lifting mast. The entire winch unit can be slewed.
This makes it possible to install the contact wire and carrying cable without twisting (e.g. during staggered installation). The frame of the storage drum holding device is located in the winch frame. It is laterally displaceable and enables cables and wires to be unwinded from the drums in a straight line and without twisting.
A loading crane for loading and unloading the heavy storage drums is mounted on the machine. A cable winch is integrated in the hydraulically height-adjustable lifting mast to facilitate installing the contact wire and cables via the friction winches.
These ensure stable tensioning of the wire and cables. Depending on the interaction of hydraulic, mechanical and electric elements as well as the given dimensions different tensions for the carrying cable and contact wire can be preselected. The preselected tension is held constant regardless of the machines speed and direction of travel.


